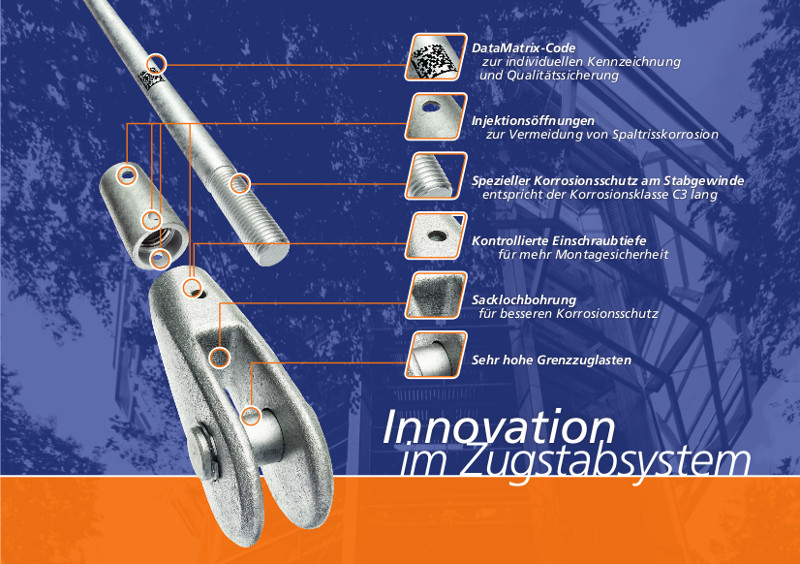
HMR 750 Zugstabsystem
Anforderungen wie Korrosionsschutz, Lastaufnahme und Materialrückverfolgbarkeit werden mit dem HMR 750 Zugstabsystem auf innovative Weise gelöst. Für Architekten, Bauingenieure und bauausführende Unternehmen bieten sich somit eine Vielzahl von Vorteilen.
Unser spezieller Korrosionsschutz
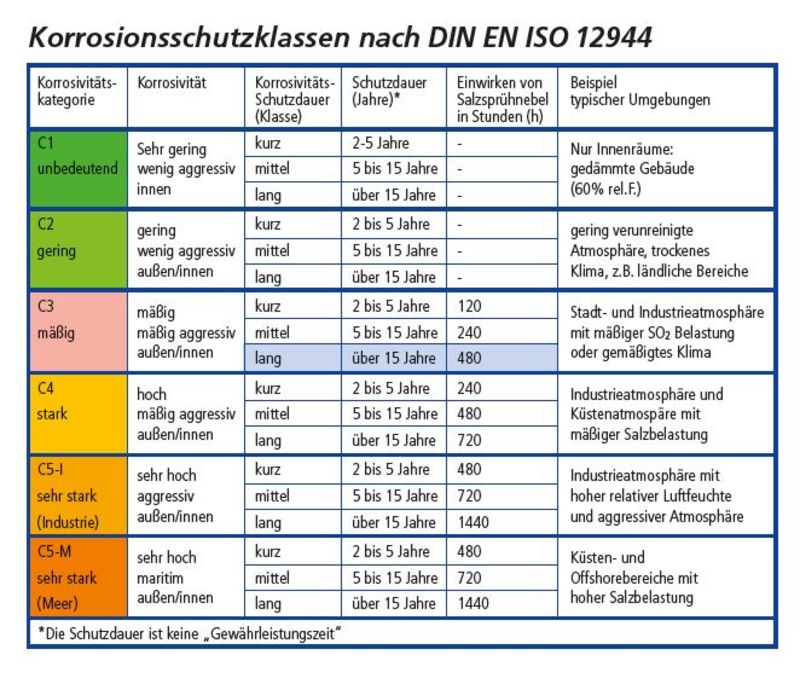
Das Korrosionsschutzpaket des HMR 750 Zugstabsystems gewährleistet mit einer garantierten Salzsprühnebelbelastung von 480 h eine Schutzdauer von C3L bzw. C4M für das gesamte Zugstabsystem inkl. Gewinde.
Häufig stellen die Endgewinde der Zugstabsysteme eine Schwachstelle im Korrosionsschutz dar. Die EN 19684 "Verbindungselemente - Feuerverzinken" regelt u.a. das Verzinken von Schraubengewinde. Dabei wird vorausgesetzt, dass die Gewinde unmittelbar nach Verlassen des Zinkbades zentrifugiert (geschleudert) werden. Mit diesem Prozess wird sichergestellt, dass die Zinküberzüge der Gewinde in einen passfähigen Zustand versetzt werden (Mindestdicke des Zinküberzuges 50 µm).
Dieses Verfahren kann aufgrund der Länge der Zugstäbe nicht angewendet werden. Daher werden die Stabendgewinde nach dem Feuerverzinken entweder gebürstet oder nachgeschnitten. Zweifel an der Sicherstellung dieser Herstellungsprozesse sind aber durchaus erlaubt, da beide Bearbeitungsschritte die Schichtstärke der Feuerverzinkung beeinträchtigen und nicht prozesssicher umgesetzt werden können. Folglich stellen diese Verfahren keinen ausreichenden Korrosionsschutz dar.
Der Korrosionsschutz des HMR Zugstabsystems ist aufgrund eines neuen Herstellverfahrens zu 100 % sichergestellt. Dies entspricht einer feuerverzinkten Oberfläche nach DIN EN ISO 1461.

HMR Zugstabsysteme sind in folgenden Oberflächenausführungen erhältlich:
- Walzblank*
- Feuerverzinkt
- Pulverbeschichtet
- Lackiert
- Duplexbeschichtet
*alle Anschlusszeile werden in feuerverzinkter Ausführung geliefert
Gerade im Außenbereich sind Zugstäbe großen Anforderungen durch Witterung und Feuchtigkeit ausgesetzt. Bei Gabelköpfen mit Durchgangsbohrungen können unter dem Einfluss von Witterung Rostfahnen an den Stabendgewinden entstehen. Das System von HMR umgeht diese Problematik, indem der Gabelkopf nicht als Durchgangsbohrung sondern als Sackloch-bohrung ausgebildet ist und somit ein Eindringen von Feuchtigkeit vermieden wird.

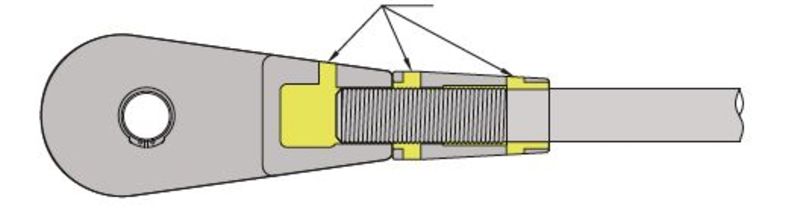
Die im Außenbereich montierten Zugstäbe können der Spalt-Korrosion unterliegen. Feuchtigkeit dringt in die Gewindegänge ein, wenn diese ohne zusätzliche Maßnahmen (Verkleben mit Loctite o.ä.) nicht abgedichtet sind. Die Feuerverzinkung stellt hier u.U. keinen ausreichenden Korrosionsschutz dar. Spalt-Korrosion läßt sich bei Verwendung des dauerelastischen HMR-Dichtmittels definitiv ausschließen. Dieses wird in eigens dafür vorgesehene Injektionsöffnungen der Zubehörteile (Gabelkopf, Gewindeabdeckung, etc.) appliziert.
Abdichten mit dauerelastischem HMR Dichtmittel über die dafür vorgesehenen Injektionsöffnungen
Qualitätssicherung
Qualität und Qualitätssicherung ist die Grundlage unseres Handels. Gute Entwicklungsarbeit, prozesssichere Arbeitsabläufe, lückenlose Überwachung und ein hervorragendes Team garantieren einen gleichbleibendend hohen Standard.
Ihre Ansprechpartner in unserem Haus:
MARTINA HEUERMANN
Vertriebsleitung /
Head of Sales
Tel. +49 9932 95 37-16
(telefonisch erreichbar ab Mai 2024)
m.heuermann@haslinger.group
KLAUS SCHNEIDER
Vertrieb Westdeutschland, Belgien deutschsprachig /
Sales West Germany, German-speaking Belgium
Mobil. +49 162 26 52 567
klaus.schneider@haslinger.group
MONTY COLVER
Vertrieb Nordamerika /
Sales USA, Canada, Mexico
Tel. +1 727 385 3017
m.colver@haslinger.group
GAELLE BERTON
Vertrieb Frankreich, Frankreich Übersee,
französischsprachige Schweiz & Belgien /
Sales France, Overseas France,
French-speaking Switzerland & Belgium
Mobil. +49 162 26 52 567
g.berton@haslinger.group
GÜNTER GIEFING
Vertrieb Österreich, Schweiz, Südtirol /
Sales Austria, Switzerland, South Tyrol
Mobil. +43 664 3868636
Tel. +49 8543 9618-864
g.giefing@haslinger.group
MICHAEL PRIEWE
Vertrieb Nord-, Ost-, Süddeutschland /
Sales Northern, East, Southern Germany
Mobil. +49 160 94 10 08 98
Tel. +49 8543 96 18-865
m.priewe@haslinger.group
PAUL CREPALDI
Vertrieb Italien, Benelux, Polen, Asien /
Sales Italy, Benelux, Poland, Asia
Tel. +44 7802 78 75 46
p.crepaldi@haslinger.group
PER HAGBARTH
Vertrieb Dänemark, Skandinavien /
Sales Denmark, Scandinavia
Tel. +45 229 37407
ph@loka-nordic.dk