Special requirements on corrosion protection, load capacity and material traceability are innovatively solved with the HMR 750 tension rod system. This offers a variety of advantages for architects, structural engineers and contractors.
Our special corrosion protection
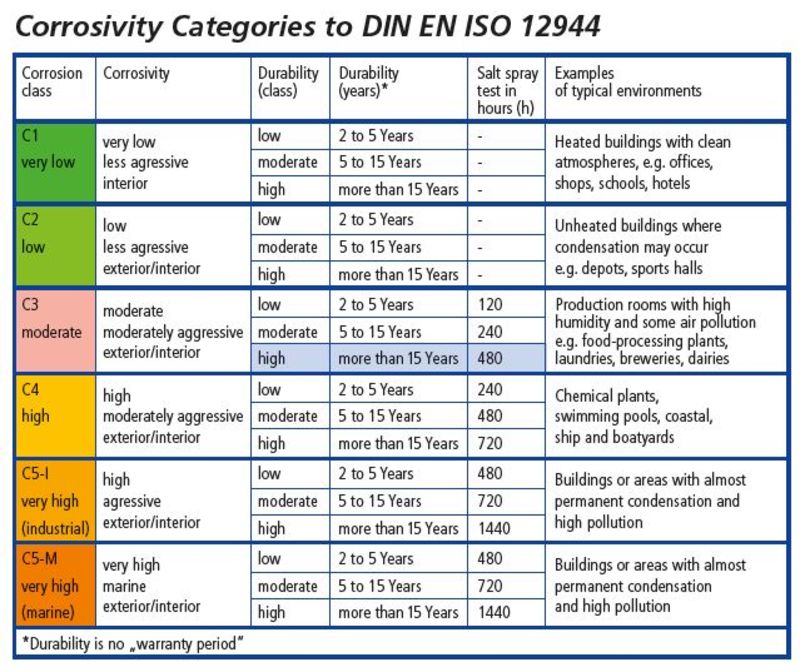
The corrosion protection package of the HMR 750 tension rod system is guaranteed for corrosion categories C3L and C4M with a salt spray exposure of 480 h.
Bar threads are considered to be the weakest point on galvanised tension rods. European standard EN 19684 regulates the galvanising process of threaded bolts and states that bar threads should be centrifuged immediately after leaving the zinc bath. This is to ensure that there is a suitable layer of zinc (minimum of 50 microns).
Due to length restrictions, processes like these cannot be used on tension rods. Common methods after the galvanising process such as brushing and recutting the threads are used to protect the area against corrosion. There is sufficient doubt that this type of process is reliable due to the fact that both
methods could impede on the galvanised coat thickness, therefore providing insufficient corrosion protection.
HMR Jacob has introduced a new method that ensures long-term corrosion protection on bar threads that represents a galvanised coating in accordance with DIN EN ISO 1461.

HMR tension rod systems are available in the following surface finishes:
- Self-colour*
- Galvanised
- Powder coated
- Painted
- Duplex coated
*All fittings are supplied in a galvanised coating.
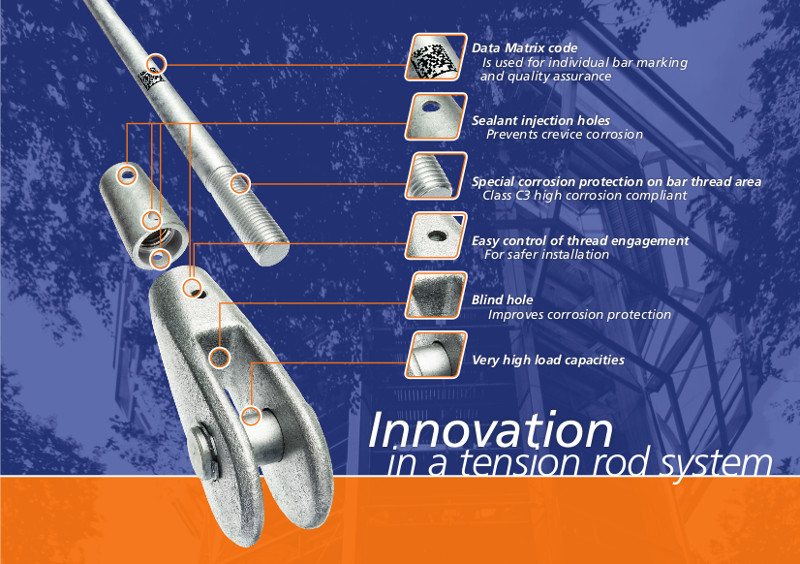
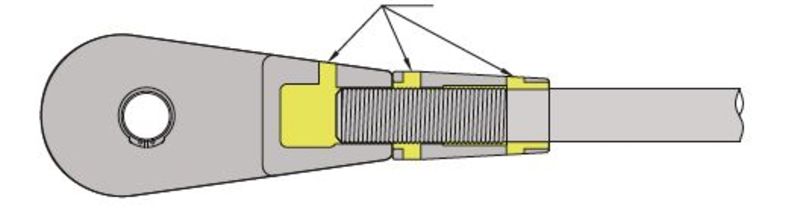
Since tension rods in exterior applications are subject to weathering and high moisture levels, complex issues associated with corrosion need to be taken into consideration. Particularly fork end connectors with tapped holes leave bar threads exposed to the continuous weathering; which can lead to unsightly corrosion. The HMR system avoids this problem by supplying fork end connectors with blind holes and thus prevents moisture from penetrating the threaded area.

Another type of corrosion is crevice corrosion, which could occur if there is water retention inside an unsealed thread area. To avoid crevice corrosion, we recommend the use of the HMR sealing compound wherever necessary. The sealant should be applied via the injection holes on the various fittings (fork, lock cover, etc.).
HMR sealing compound injected into holes.
Quality Assurance

Quality and quality assurance are the foundations of our success. Successful product development, process reliability, continuous monitoring, R&D commitment coupled with an experienced team guarantee the high quality standard of our products.
Data Matrix Code
- Production process
- Traceability of materials
- Possibility of customised data
- Easy access via HMR-App
Tensile Testing
Brand new Tensile Test machine for all bar diameters.
- In-house quality supervision on the basis of constant tests
- Monitoring of material and load capacities
- Ensuring quality products are delivered to customers
Non-destructive Testing
Various facilities of in-house quality control.
- Ultrasonic tests
- Magnetic particle tests
- Dye penetrant tests
Your contact person in our house:
MONTY COLVER
PAUL CREPALDI
Sales Italy, Benelux,
Poland, Asia/World
Phone. +44 7802 78 75 46
p.crepaldi@hmr-jacob.com